
Tecniche saldatura, Parametri, Materiali base, Qualità saldatura, Automazione saldatura, Innovation
Vecchi e nuovi processi di saldatura MIG/MAG (Parte 1)
21 lug, 2025
Nella storia della saldatura i processi di saldatura MIG/MAG sono nati e si sono evoluti con velocità crescente nel corso del tempo, con un’accelerazione soprattutto nell’ultimo decennio, spiegabile in buona parte grazie all’incremento delle prestazioni hardware e software dei generatori di saldatura dell’ultima generazione.
La rapidità di scambio dati da e verso l’arco di saldatura ha determinato la possibilità di correggere e regolare in tempi sempre più brevi i parametri fondamentali (corrente, tensione, velocità del filo) ottenendo così grande stabilità dell’arco stesso e risultati sempre più precisi, costanti e riproducibili.
Dai tradizionali procedimenti “short arc”, “spray arc” e “pulse arc” sono derivati, nel mondo Fronius, alcuni procedimenti con caratteristiche tecniche decisamente più elevate e performanti, che si sono rivelate di grande supporto tanto nel campo delle saldature abituali quanto nelle situazioni dove è richiesta maggiore performance, precisione, stabilità d’arco, riduzione dell’apporto termico.
Di seguito un riepilogo finalizzato a mettere ordine nella panoramica delle possibilità attuali, dato che la difficoltà di oggi è spesso scegliere la configurazione più adeguata per “vestire” l’applicazione.
Scopri quale processo di saldatura è perfetto per il tuo progetto

Processi di saldatura MIG/MAG: dallo Short Arc all’LSC (Low Spatter Control) e all’LSC Advanced
L’LSC è basato sul processo ad “arco corto”, che trasferisce le gocce di materiale durante la fase di “corto circuito”, ma modificato e controllato in modo da ottenere:
- riduzione ai minimi termini degli spruzzi
- incremento della stabilità d’arco
- incremento della qualità di saldatura
- incremento del tasso di deposito del materiale e costanza
della penetrazione
In sintesi, la corrente di saldatura «Amp» determina la formazione della goccia di materiale; il momento del corto circuito coincide con la fase di «Amp» minima; la cattura della goccia e il suo distacco avviene proprio in questo momento, in
modo da evitare spruzzi.
Grazie alla regolazione della «dinamica» è possibile ottenere la giusta penetrazione e al tempo stesso la miglior raccordatura del bagno di saldatura sulle pareti del giunto.
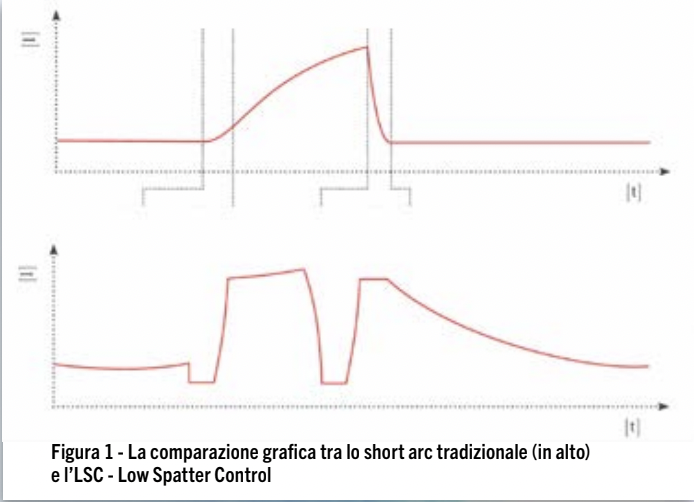
In figura 1 la comparazione grafica tra lo short arc tradizionale e l’LSC.
Dove è applicabile l’LSC?
Un esempio su tutti è la saldatura degli scarichi per le motociclette: in generale si tratta di spessori sottili di acciaio inossidabile, dove la precisione, la rapidità del processo, l’assenza di spruzzi e il basso apporto termico sono le richieste più rilevanti.
LSC Advanced per saldature Pipeline
Il procedimento LSC Advanced è simile all’LSC, ma richiede un modulo ulteriore di trasformazione dell’energia interno al generatore (si tratta quindi di un generatore di saldatura a sé stante), allo scopo di contrastare condizioni di resistenza
e induttanza del circuito particolarmente elevate a causa di masse di sistema di grandi dimensioni e non riducibili.
L’esempio classico è la “saldatura Pipeline”, dove la saldatura in opera di condutture kilometriche è spesso fonte di difficoltà; l’LSC Advanced contrasta efficacemente i campi magnetici presenti nelle situazioni descritte.
L’evoluzione nel Pulse Multi Control (PMC)
Il procedimento ad “arco pulsato”, che negli ultimi decenni è grandemente utilizzato in qualsiasi officina per la saldatura di quasi tutti i materiali e con qualsiasi diametro di filo, a sua volta si è evoluto nel “PMC” (Pulse Multi Control).
Anche in questo caso sono d’aiuto per la comprensione i grafici di figura 2, raffiguranti in alto il pulsato tradizionale e in basso il PMC.
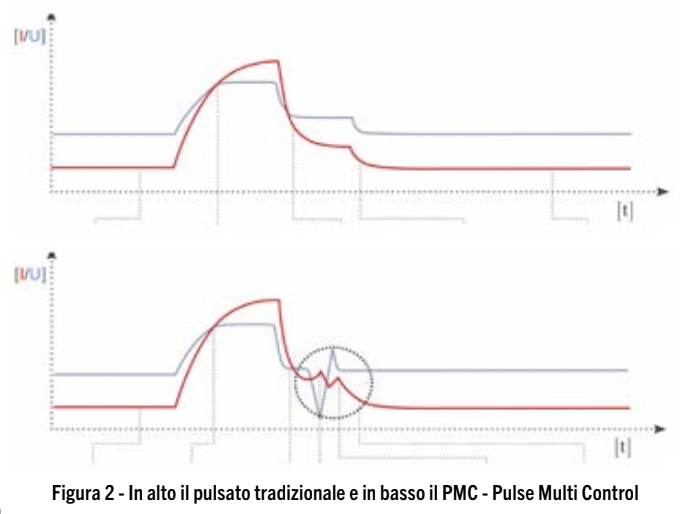
Il PMC aggiunge corto circuiti dedicati per incrementare la velocità di saldatura, la penetrazione e la stabilità d’arco; la corrente “Amp” produce la formazione della goccia, la risalita della “Amp” determina la “cattura” della goccia e la successiva discesa di “Amp” ne produce il distacco; la correzione della lunghezza d’arco “pulisce” i corti circuiti e rende possibile l’incremento di velocità del processo.
Vantaggi della saldatura ad arco pulsato PMC
Pressoché ovunque è applicato l’arco pulsato comunemente conosciuto, con i
vantaggi di rendere sicura la penetrazione e di incrementare la rapidità dell’esecuzione; il PMC si rivela persino più performante ed efficace dello stesso “short arc” ed è per questo che statisticamente quasi tutti gli impianti Fronius TPSi vengono ordinati con questa opzione di serie.
Cold Metal Transfer: la rivoluzione della saldatura
Naturalmente la rivoluzione più importante degli ultimi vent’anni nel campo della saldatura MIG/MAG è il “CMT” (Cold Metal Transfer – trasferimento di metallo a freddo) per quanto “fredda” possa essere una saldatura.
Anche il CMT si è evoluto nel corso del tempo e si è ulteriormente avvantaggiato dal procedere della tecnologia meccanica, informatica ed elettronica, superando se stesso e le sue performance, già di per sé assolutamente innovative.
Come funziona il CMT
Riassumendo, il CMT è un procedimento di saldatura assimilabile allo “short arc”, seppure il distacco delle gocce di metallo prodotte dall’avanzamento del filo d’apporto avvenga non nel momento del corto circuito tra il filo stesso e il materiale base da saldare, bensì al momento della retroazione controllata del filo per mezzo del motore push-pull collocato dietro il corpo torcia.
Questa retroazione produce l’effetto ottico (visibile con telecamere a 3000 fps) della goccia del filo che viene “catturata” dal materiale base.
Vantaggi della saldatura CMT
In sintesi, questa gestione, che è al tempo stessa meccanica ed elettronica, consente di concentrare molta parte dell’energia prodotta dalla saldatrice per il distacco e il trasferimento delle gocce di filo, evitando di “sprecare” troppa energia verso il materiale da saldare, che ne riceverà in misura adeguata solo per eseguire la giunzione dei lembi.
Applicazioni del Cold Metal Transfer
Il CMT si applica sicuramente su qualunque materiale da saldare o da saldobrasare, su spessori sottili e medio-sottili, fino ai 5mm di spessore, valutando di volta in volta l’applicazione richiesta.
Prova subito la rivoluzione CMT: richiedi una demo gratuita

Controlli avanzati: costanza di penetrazione e lunghezza d'arco
Qualunque impianto di saldatura è dotato della possibilità di regolare, oltre alla sinergia principale (per ogni curva sinergica regolando gli AMP si regolano automaticamente i Volt e la velocità di avanzamento del filo indipendentemente da quale tra questi tre parametri si decida di utilizzare come riferimento), la “correzione della lunghezza d’arco” e la correzione della “dinamica/pulsazione” (dinamica se il procedimento è “short arc” o “spray arc” e pulsazione se il procedimento è “pulse
arc”).
Correzione lunghezza d'arco
La “correzione della lunghezza d’arco” agisce sulla tensione d’arco: aumentando la tensione d’arco si incrementa la lunghezza dell’arco stesso, contrastando ad esempio la formazione degli eventuali spruzzi di saldatura; diminuendo la lunghezza dell’arco si ottiene una “campana d’arco” più concentrata e precisa nel giunto da saldare a vantaggio della penetrazione.
Regolazione induttanza saldatrice
La correzione della dinamica/pulsazione agisce sull’induttanza/frequenza di pulsazione (dipende se è in corso un procedimento non pulsato oppure pulsato), ottenendo una variazione dell’ampiezza della “campana d’arco” e un arco di saldatura – come dicono i cultori della saldatura – più “morbido” o “più secco” (diminuendo o aumentando la correzione).
Controlli di costanza avanzati
È oggi possibile operare con un maggior controllo delle operazioni grazie a due strumenti aggiuntivi disponibili e attivabili automaticamente proprio all’interno dell’LSC e del PMC: il controllo di costanza della penetrazione e il controllo di
costanza della lunghezza d’arco.
Intuitivamente se ne intende la grande utilità proprio nell’ottica dell’ottenimento della costanza e ripetibilità dei risultati di saldatura, ove non fosse sempre garantibile costanza di stick-out e/o costanza di preparazione dei giunti dei manufatti.
Il contrasto degli effetti delle deformazioni dei manufatti durante le operazioni di saldatura è da sempre una delle difficoltà maggiori, pertanto questi strumenti insiti nei nuovi impianti possono essere un “jolly” di grande supporto.
I controlli di costanza lunghezza d’arco e costanza di penetrazione sono attivabili contemporaneamente al fine di ottenere i vantaggi insiti dalle due funzioni contestualmente.
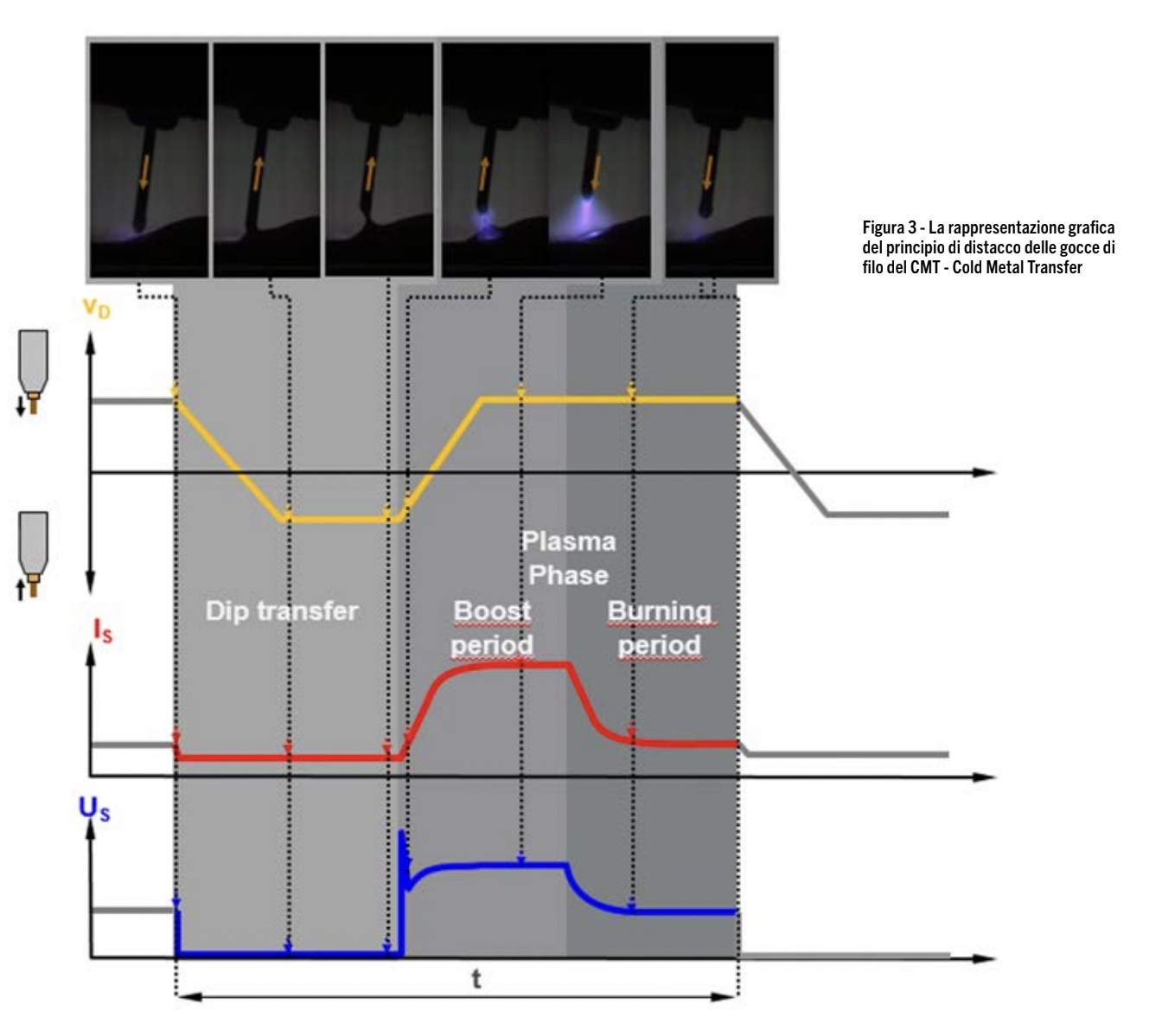
In figura 3 è visibile la rappresentazione grafica del principio di distacco delle gocce di filo del CMT. LSC, PMC e CMT hanno a loro volta diversi altri sottoprocessi attivabili e utilizzabili, ma è argomento per la prossima puntata!
Trasforma la tua saldatura con le tecnologie Fronius più avanzate

Scritto da

Luigi Gennari
Responsabile Filiali Cormano (Mi) e Roncadelle (Bs) - Robotics Division & Automation presso Arroweld Italia spa
Vai alla scheda dell'autore