
Parametri, Risoluzione dei problemi
Come regolare la saldatrice a filo: guida ai parametri essenziali
19 giu, 2026
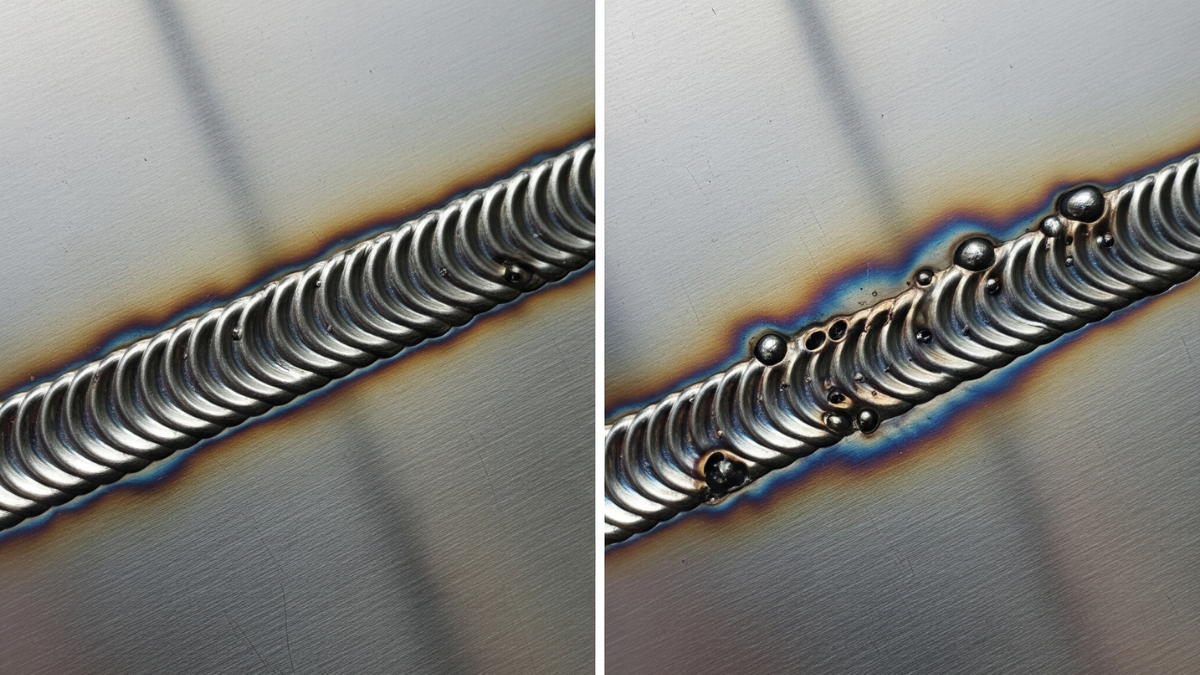
La saldatrice a filo scoppietta, il cordone risulta irregolare, le proiezioni si moltiplicano. Ti è mai capitato? Questi sintomi, frustranti quanto comuni, hanno quasi sempre un'unica origine: una regolazione scorretta dei parametri di saldatura.
La regolazione della saldatrice a filo non è un'operazione da lasciare all'intuito. Tensione, velocità di avanzamento del filo, portata del gas e tipo di corrente interagiscono tra loro in modo preciso: modificare un solo valore può compromettere l'intero processo. Al contrario, una messa a punto corretta garantisce cordoni puliti, resistenti e ripetibili.
In questa guida trovi tutto quello che ti serve. Una spiegazione chiara dei parametri fondamentali, tabelle operative per i materiali più comuni, i principali errori da evitare e le risposte alle domande più frequenti. Che tu stia usando una saldatrice MIG/MAG professionale o un impianto industriale, i principi sono gli stessi.
Hai bisogno di supporto tecnico per la tua saldatrice?

I parametri principali della saldatura a filo
Prima di intervenire su qualsiasi impostazione, è utile capire cosa governa il processo. Nella saldatura MIG/MAG, la tecnica più diffusa per la saldatura a filo continuo, gli elementi da controllare sono essenzialmente quattro.
Tensione (V)
La tensione determina la larghezza e la forma del cordone. Un valore troppo basso produce un arco instabile e scoppiettante; un valore troppo alto genera proiezioni eccessive e rischio di bruciatura. Il range tipico per acciaio dolce su spessori da 1 a 3 mm varia tra 18 e 24 V.
Velocità di avanzamento del filo (m/min)
L'avanzamento del filo, insieme alla tensione, determina la corrente di saldatura. Un filo che scorre troppo velocemente rispetto alla tensione impostata causa cortocircuiti continui; troppo lento, e l'arco diventa instabile. Per un corretto bilanciamento, i due valori vanno regolati in coppia.
Portata del gas di protezione (l/min)
Il gas scherma il bagno di fusione dall'ossigeno e dall'azoto atmosferici. Un'erogazione insufficiente causa porosità nel cordone; eccessiva, crea turbolenze che introducono aria. Il valore di riferimento per la maggior parte delle applicazioni si attesta tra 10 e 15 l/min.
Induttanza
Spesso trascurata, l'induttanza regola la velocità di risposta dell'arco ai cortocircuiti. Un'induttanza elevata produce un arco morbido e cordoni più lisci; bassa induttanza è preferibile per materiali sottili o posizioni difficili.
📌 Nota tecnica: Su molte saldatrici professionali, come i modelli Fronius distribuiti da Arroweld, i parametri di induttanza e forma d'onda sono regolabili digitalmente per adattarsi automaticamente al materiale e allo spessore selezionati.
Come regolare tensione e velocità del filo
Il modo più pratico per impostare la saldatrice a filo è partire dalla tensione raccomandata per lo spessore del materiale e poi affinare l'avanzamento del filo fino a ottenere un arco stabile e un suono regolare, simile a una frittura continua e uniforme.
Ecco il metodo passo per passo:
-
Imposta la tensione in base allo spessore (vedi tabella nella sezione 5)
-
Regola l'avanzamento del filo fino a ottenere un arco senza scoppiettii
-
Esegui una passata di prova su un materiale di scarto
-
Osserva il cordone: se è convesso e stretto, aumenta la tensione; se è piatto e largo, riducila
-
Verifica l'assenza di porosità e inclusioni nella sezione trasversale
Per la saldatura MIG/MAG su acciaio, una regola pratica prevede che la tensione in volt sia approssimativamente uguale al doppio dello spessore in millimetri più quattro. Attenzione: si tratta di un punto di partenza empirico da verificare sempre con una passata di prova, poiché i valori operativi reali, come quelli in tabella, risultano in genere più elevati.
Scopri la gamma di saldatrici MIG/MAG Fronius disponibili su Arroweld

Come regolare il gas della saldatrice a filo
La scelta e la regolazione del gas di protezione influiscono profondamente sulla qualità del cordone, sulla stabilità dell'arco e sul livello di proiezioni.
Quale gas usare?
-
CO₂ pura: economica, ottima penetrazione, più proiezioni. Adatta per costruzioni non estetiche su acciaio dolce.
-
Ar 75% / CO₂ 25% (mix standard): buon compromesso tra penetrazione, stabilità d'arco e proiezioni contenute. Il più utilizzato per acciaio.
-
Ar 98% / O₂ 2%: per acciaio inossidabile. Riduce l'ossidazione e garantisce cordoni puliti.
-
Ar 100%: indispensabile per la saldatura dell'alluminio.
Come regolare il flusso del gas
Il flusso ideale dipende dal diametro del getto, dalla posizione di saldatura e dalle condizioni ambientali. In presenza di correnti d'aria, è necessario aumentare l'erogazione o ricorrere a protezioni fisiche. Come riferimento:
-
Ambienti protetti, acciaio dolce: 10–12 l/min
-
Acciaio inox o alluminio: 12–15 l/min
-
Saldatura fuori posizione o in presenza di vento: fino a 18 l/min
Prima di ogni sessione, verifica che l'ugello della torcia sia pulito e non ostruito da schizzi di materiale: anche una piccola occlusione altera significativamente il flusso del gas.
Tabella dei parametri di saldatura a filo: acciaio, inox e alluminio

La tabella seguente riepiloga i valori indicativi per le combinazioni materiale/spessore più comuni. I dati sono da intendersi come punto di partenza da affinare in base alle condizioni operative reali.
|
Materiale |
Spessore |
Velocità filo |
Tensione |
Gas consigliato |
Note |
|
Acciaio dolce |
1 mm |
4–5 m/min |
18–20 V |
CO₂ o Ar/CO₂ |
Posizione piatta |
|
Acciaio dolce |
2 mm |
6–7 m/min |
20–22 V |
Ar 75%/CO₂ 25% |
Multipassata consigliata |
|
Acciaio dolce |
3 mm |
7–9 m/min |
22–24 V |
Ar 75%/CO₂ 25% |
Preriscaldo facoltativo |
|
Acciaio inox |
1,5 mm |
5–6 m/min |
19–21 V |
Ar 98%/O₂ 2% |
Bassa induttanza |
|
Alluminio |
2 mm |
8–10 m/min |
21–23 V |
Ar 100% |
Torcia push-pull |
|
Acciaio zincato |
1 mm |
4–5 m/min |
17–19 V |
Ar 75%/CO₂ 25% |
Ventilazione obbligatoria |
Tabella 1 – Valori orientativi per la saldatura a filo MIG/MAG. I dati si riferiscono a filo ø 0,8 mm in posizione piatta (PA).
Saldatura a filo senza gas: quando e come usarla
La saldatura a filo senza gas, o saldatura con filo animato (flux core), rappresenta una valida alternativa quando non è possibile utilizzare gas di protezione, ad esempio in cantiere, all'aperto o in spazi difficilmente accessibili.
Invece del gas esterno, il filo tubolare contiene un'anima di fondente che, durante la fusione, genera uno scudo gassoso e una scoria protettiva. Le differenze operative principali rispetto alla saldatura con gas sono:
-
Polarità inversa: molti fili animati richiedono la polarità negativa sul cannello (DCEN), al contrario della MIG/MAG classica
-
Avanzamento del filo più lento: a parità di tensione, la velocità si riduce tipicamente del 10–20%
-
Rimozione della scoria: a fine passata è necessario rimuovere la scoria con un martelletto e una spazzola metallica
-
Fumo più abbondante: è consigliabile lavorare con adeguata ventilazione o sistemi di aspirazione
⚠️ Attenzione: La saldatura a filo senza gas non è adatta a materiali sottili (< 1,5 mm) né alla saldatura dell'acciaio inox o dell'alluminio, per i quali il gas di protezione rimane indispensabile.
Errori comuni da evitare nella regolazione
Anche i saldatori esperti possono incorrere in errori di regolazione, soprattutto quando si cambia materiale o spessore. La tabella seguente riepiloga i difetti più frequenti, le cause e le correzioni da applicare.
|
Problema |
Causa probabile |
Soluzione |
Parametro da correggere |
|
Cordone irregolare / scoppiettio |
Tensione troppo bassa o avanzamento del filo troppo rapido |
Aumentare la tensione o ridurre la velocità del filo |
Tensione / velocità filo |
|
Proiezioni eccessive |
Tensione troppo alta o erogazione del gas insufficiente |
Ridurre la tensione, verificare il flusso del gas |
Tensione / portata gas |
|
Mancanza di fusione |
Avanzamento manuale troppo rapido |
Rallentare l'avanzamento a mano; aumentare leggermente la tensione |
Velocità di avanzamento |
|
Porosità nel cordone |
Gas contaminato o flusso insufficiente |
Verificare tubazioni, aumentare l'erogazione (10–15 l/min) |
Gas / ugello torcia |
|
Filo che si inceppa |
Rullo trainafilo consumato o guaina ostruita |
Sostituire rullo o guaina; pulire il percorso del filo |
Meccatronica torcia |
Tabella 2 – Difetti comuni nella saldatura a filo e relative correzioni.
Un ultimo errore da non sottovalutare riguarda la manutenzione: rulli trainafilo consumati, guaine sporche e ugelli ostruiti alterano i valori reali anche se le impostazioni sulla macchina sembrano corrette. Un controllo periodico dell'attrezzatura è parte integrante di una corretta regolazione.
Richiedi supporto tecnico o assistenza sulla tua saldatrice a filo

Conclusioni
La regolazione della saldatrice a filo è un processo tecnico che richiede metodo, non fortuna. Quattro elementi, tensione, velocità del filo, gas e induttanza, interagiscono tra loro e devono essere bilanciati in funzione del materiale, dello spessore e della posizione di saldatura.
Ricapitolando i punti chiave di questa guida:
-
Parti sempre dai valori di riferimento in tabella e affina empiricamente
-
Regola tensione e avanzamento del filo insieme, mai separatamente
-
Verifica il flusso e la qualità del gas prima di ogni sessione
-
Diagnostica i difetti del cordone risalendo all'elemento responsabile
Una macchina ben regolata non è solo più produttiva: è più sicura e consente di ottenere cordoni certificabili. Se hai dubbi sulla configurazione ottimale per la tua applicazione, il team tecnico di Arroweld è a disposizione per un supporto personalizzato.
FAQ – Domande frequenti sulla regolazione della saldatrice a filo
Perché la saldatrice a filo scoppietta?
Lo scoppiettio è quasi sempre un segnale di squilibrio tra tensione e velocità del filo. Le cause più frequenti sono: tensione troppo bassa rispetto all'avanzamento impostato, filo ossidato o di diametro errato, guaina della torcia sporca o parzialmente ostruita. Verifica prima i parametri elettrici, poi lo stato meccanico della torcia.
Quali sono i parametri principali per la saldatura a filo?
I quattro elementi fondamentali sono: tensione (V), velocità di avanzamento del filo (m/min), portata del gas (l/min) e induttanza. A questi si aggiunge la velocità di spostamento manuale del cannello, che influenza larghezza e altezza del cordone.
In che verso si salda a filo continuo?
Per la saldatura MIG/MAG si possono usare due tecniche: saldatura in spinta (push), con il cannello inclinato in avanti rispetto alla direzione di avanzamento, e saldatura in tiro (drag). La tecnica in spinta garantisce una migliore visibilità del bagno e cordoni più piatti; quella in tiro offre maggiore penetrazione. La scelta dipende dal materiale, dalla posizione e dall'applicazione.
Come regolare il gas della saldatrice a filo?
Il flusso del gas si regola tramite il riduttore di pressione collegato alla bombola. Il valore standard per la maggior parte delle applicazioni è 10–15 l/min. Prima di saldare, tieni premuto il grilletto per qualche secondo a torcia ferma e verifica che l'erogazione sia costante e priva di variazioni.
Esiste una tabella di impostazione per la saldatrice a filo?
Sì: la maggior parte dei manuali dei produttori include tabelle di riferimento con i valori consigliati per materiale, spessore e tipo di filo. Nel presente articolo trovi una tabella operativa per i casi più comuni. Tieni presente che i dati vanno sempre verificati e adattati alle condizioni specifiche di ogni lavorazione.
Scritto da

Anna Iatì
Blogger Appassionata e Specialista SEO. Ciao! Sono Anna, una blogger appassionata e esperta SEO con una missione: connettere il mondo attraverso le parole e ottimizzare il loro impatto online. Con oltre 3 anni di esperienza nel campo della scrittura creativa e del content marketing, ho affinato le mie abilità nel creare contenuti coinvolgenti, informativi e ottimizzati per i motori di ricerca. La mia passione per l'ottimizzazione dei motori di ricerca mi porta sempre alla ricerca delle ultime tendenze e strategie per migliorare la visibilità online delle aziende con cui collaboro. Collaboro con aziende B2B e agenzie per sviluppare strategie di content marketing su misura, aiutandoli a raggiungere i loro obiettivi di visibilità online e di crescita del business. Se stai cercando contenuti di qualità e una strategia SEO efficace per far crescere la tua presenza online, sono qui per aiutarti.
Vai alla scheda dell'autore